Setting_center_OKUMA_Viktorov.pdf
Выставление центра на OKUMA Викторов.
1) Включаем режим фрезеровки. Справа на клаве блок кнопок)

2) Включаем ось Y(F3). Желтый Y справа сверху горит, значит включено.
3) Выкатываем станок центроискателем по осям Х и Y. Пункт 1 и 2 надо будет
повторять для включения и выключения оси Y. Когда Y включен, ось X не ездит.
4) После выставление нуля по осям, заходим в параметры. (желтая лампочка горит)

5) В открывшемся окне нажимаем «Дисплей сменить» (F8).
6) В открывшемся окне включаем параметр 25 (Y КООРД. ПАРАМЕТР СИСТЕМЫ).
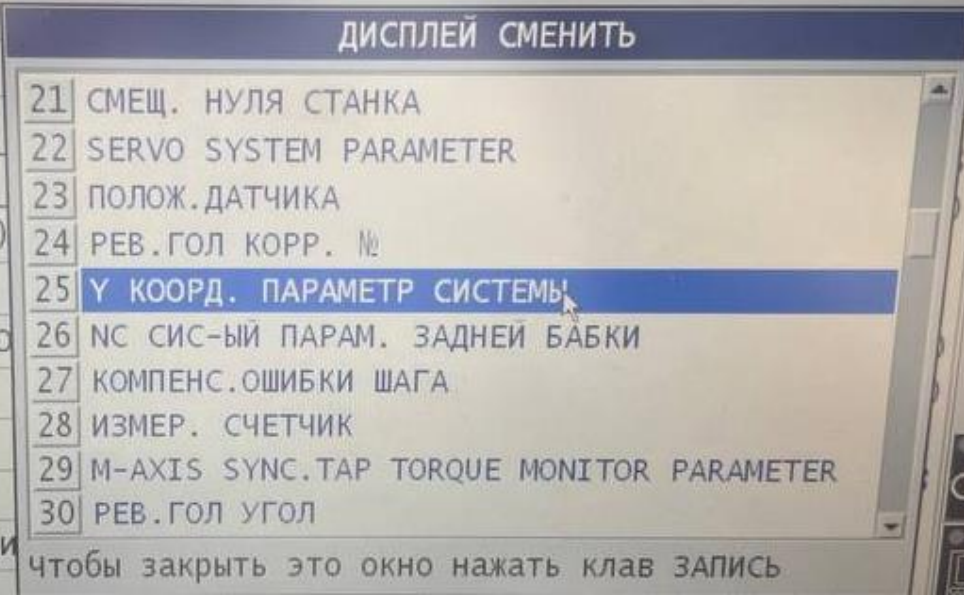
7) Закрываем окно (ДИСПЛЕЙ СМЕНИТЬ)
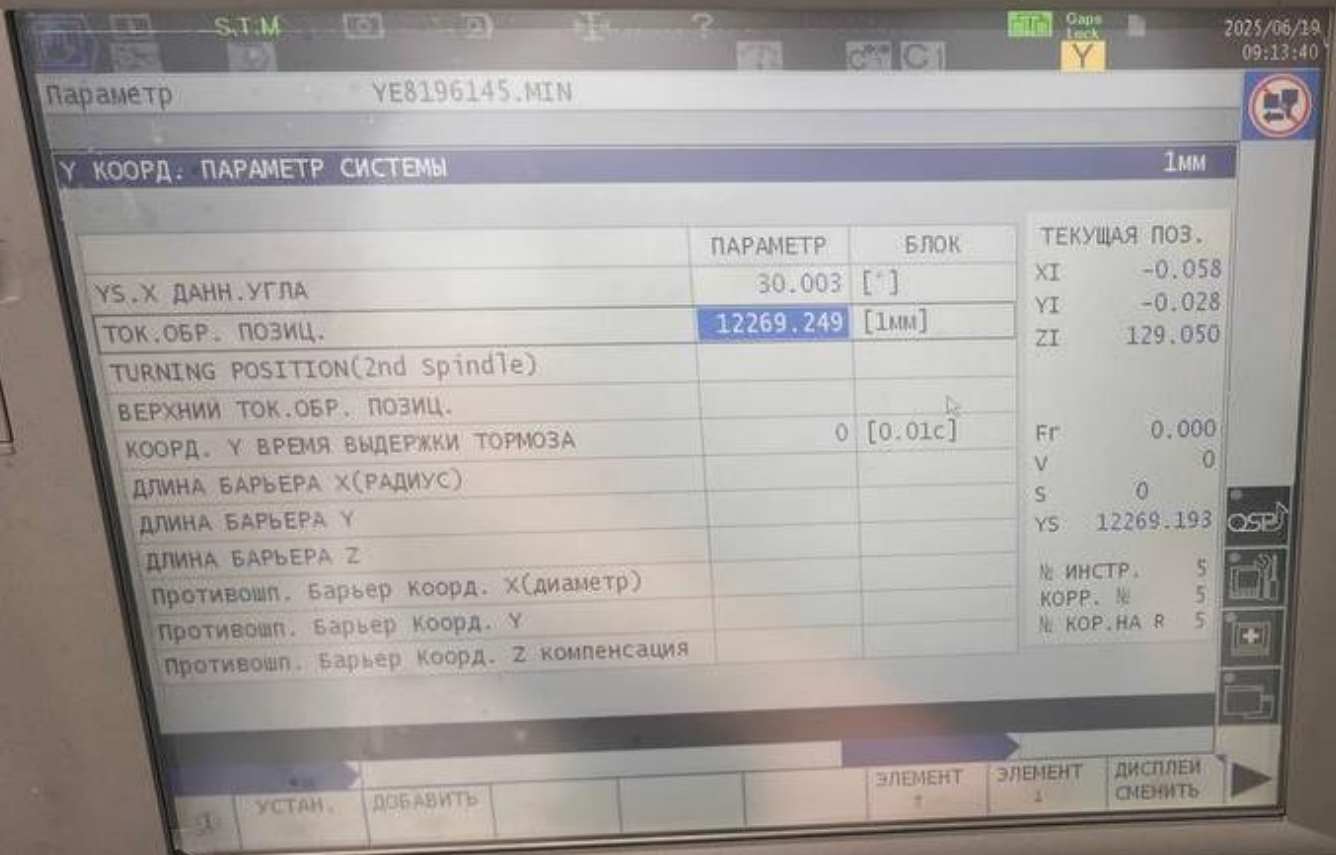
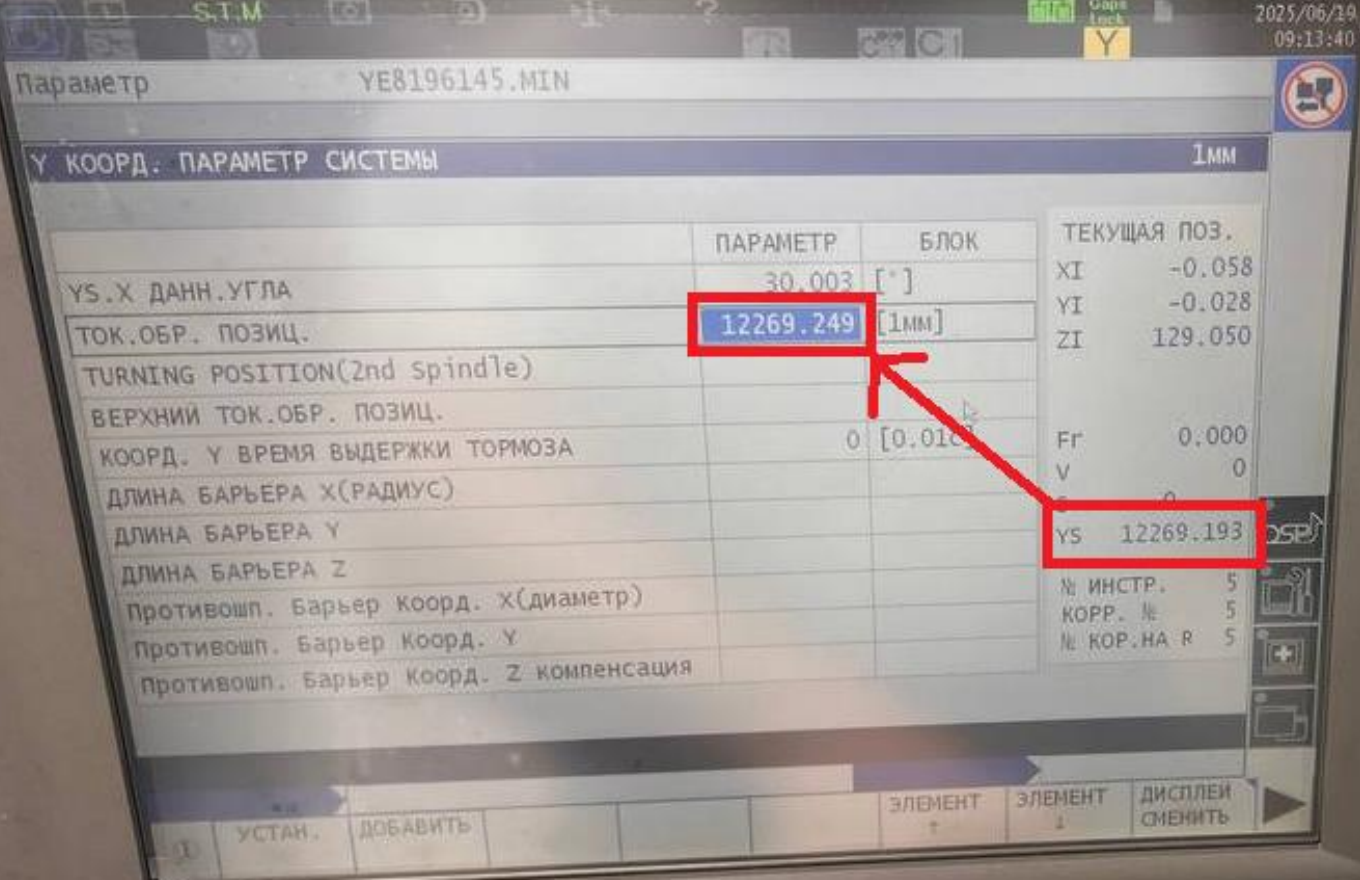
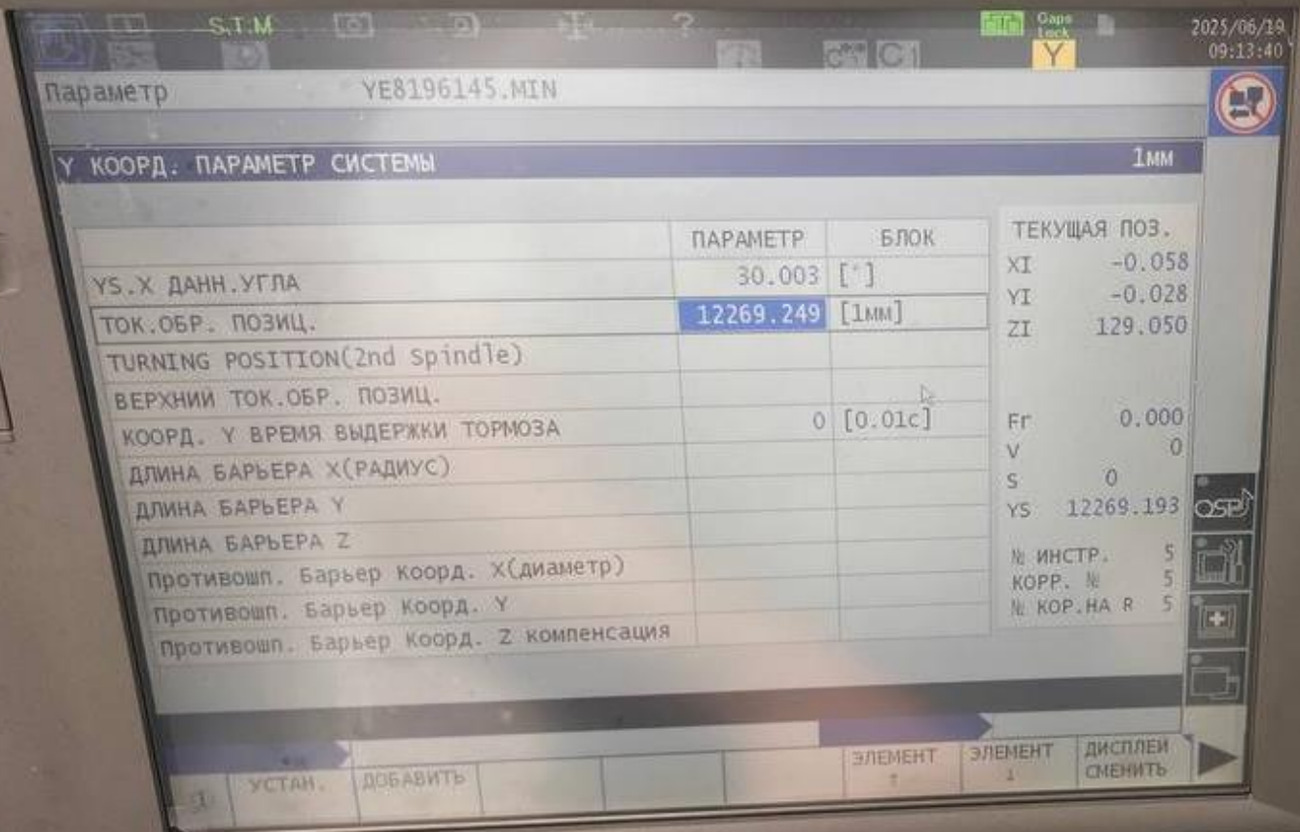
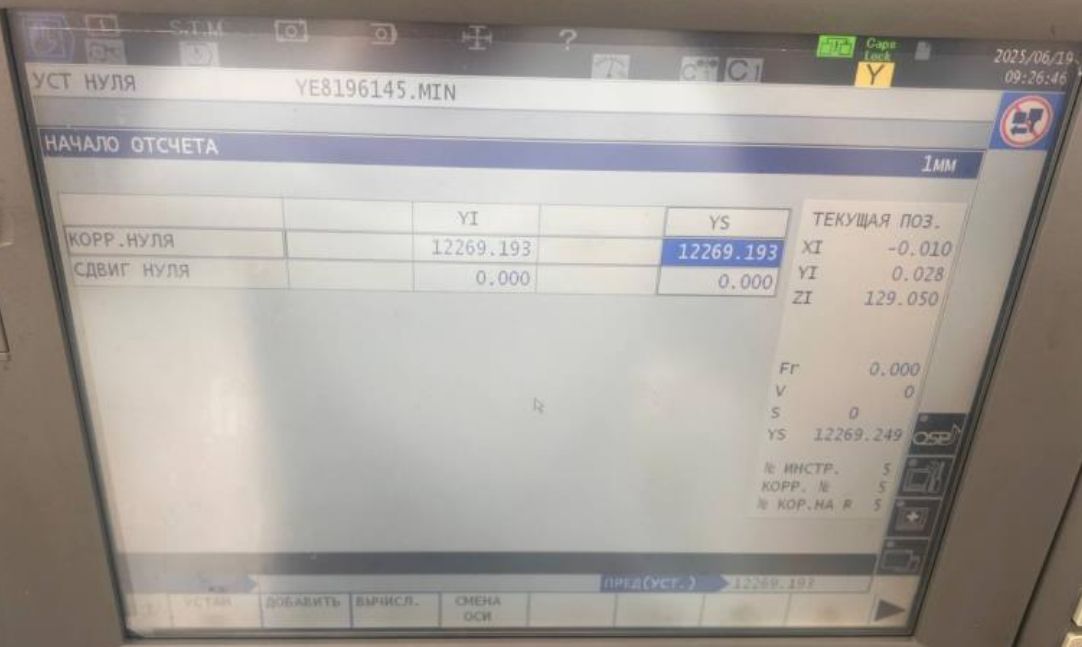
8) В открывшемся окне параметров переносим YS в параметр ТОК.ОБР. ПОЗИЦ.
Читаем п.9
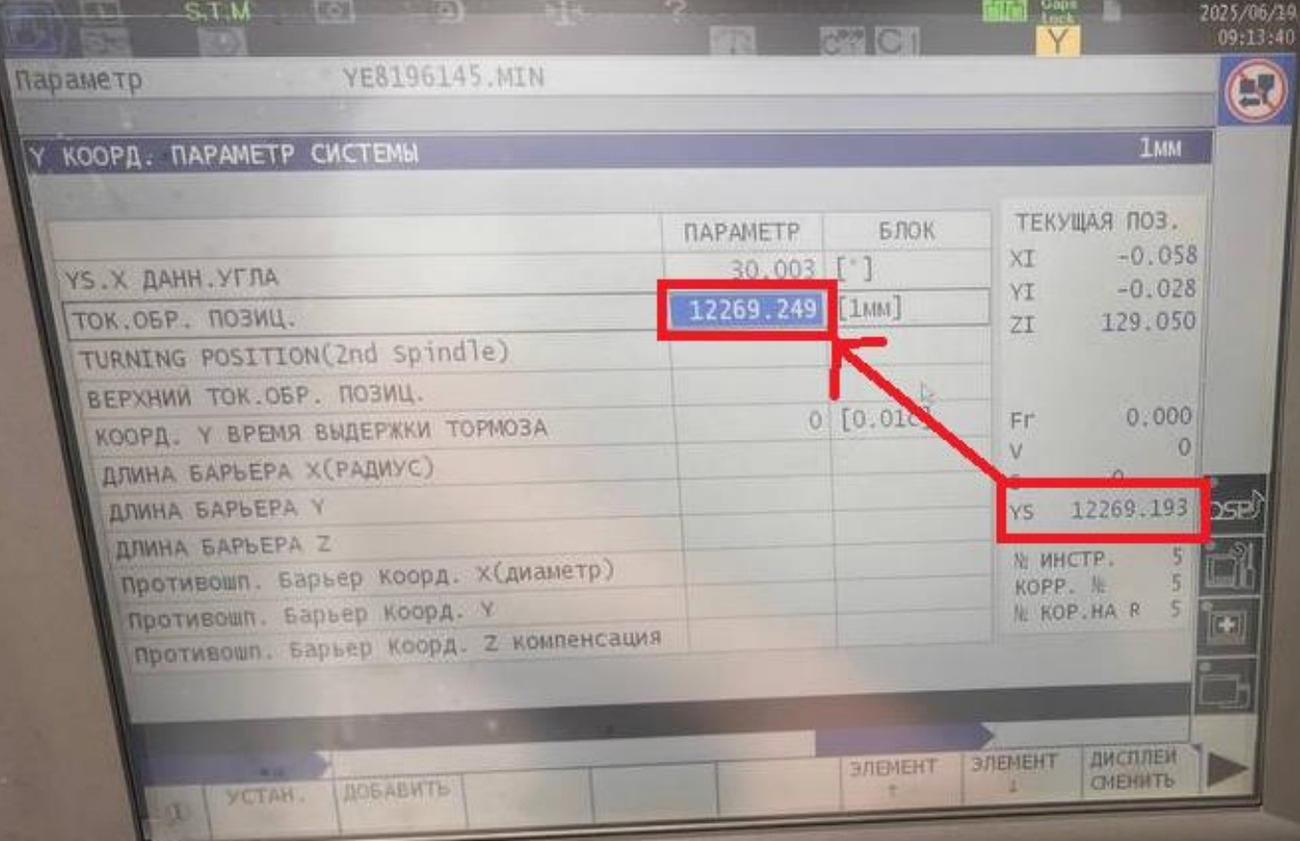
9) У меня не получилось ввести число, выдаёт ошибку, типа ось Y включена.
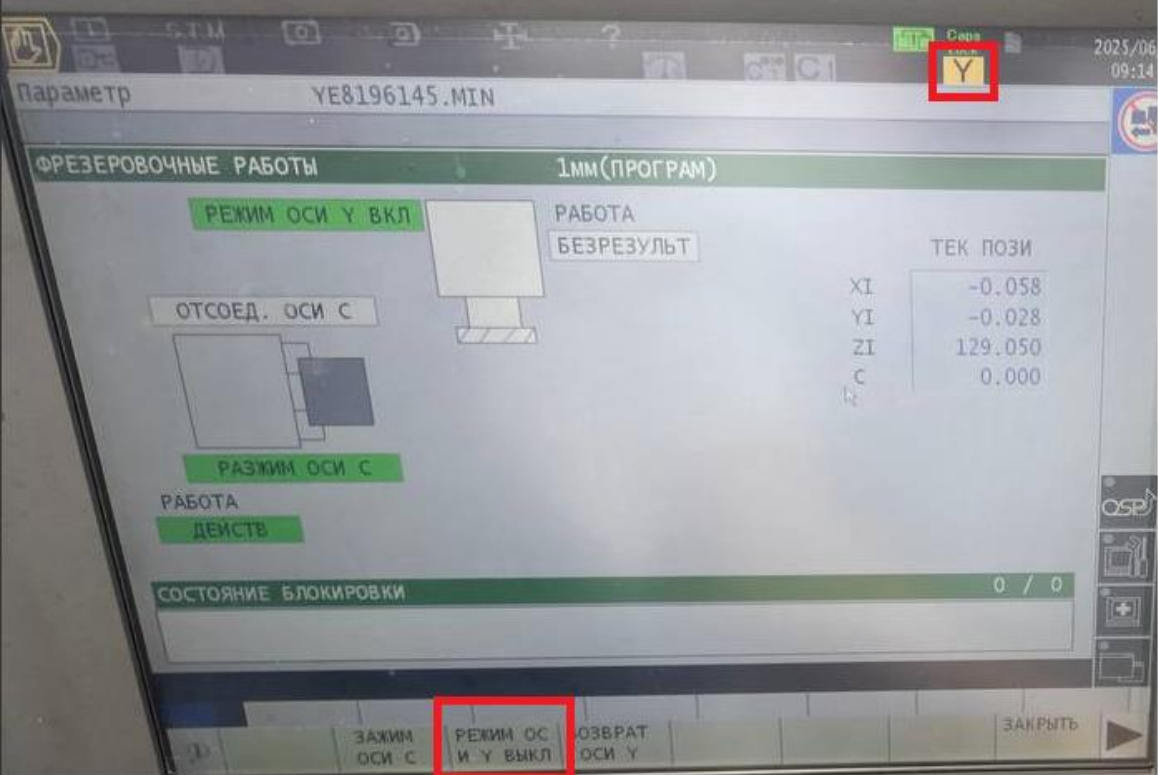
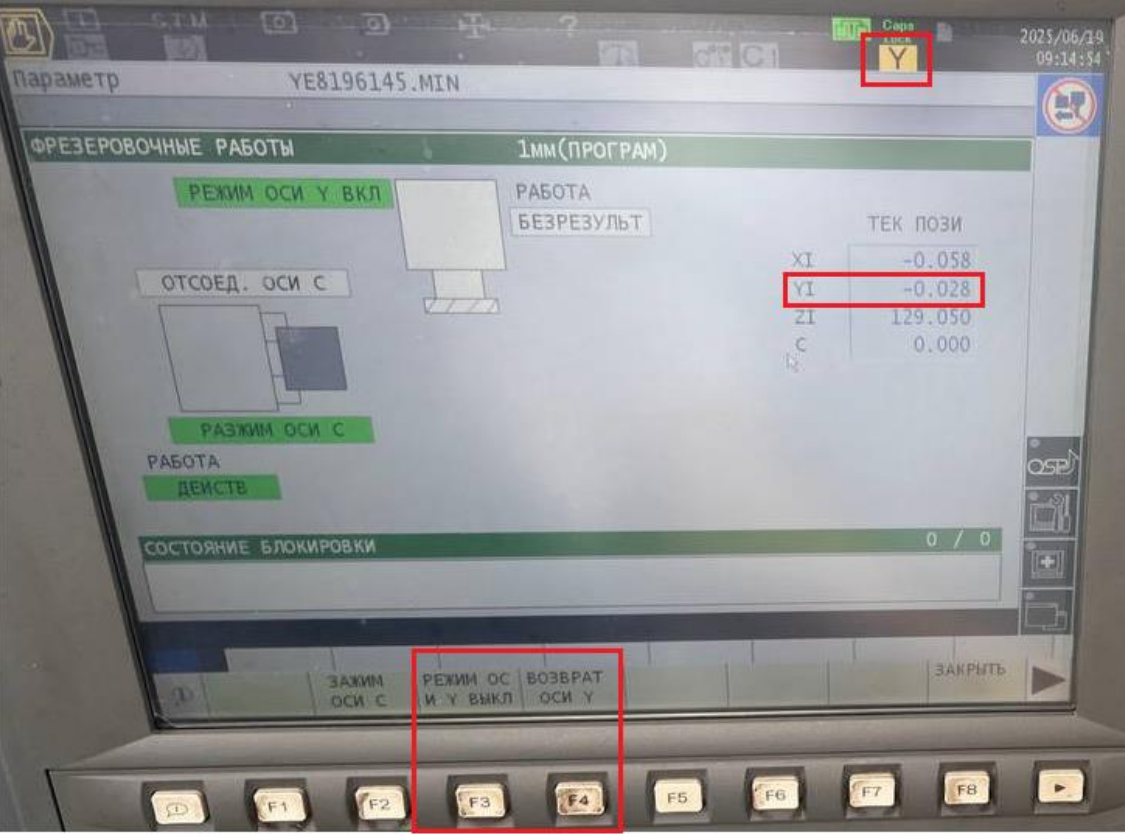
10) Заходим в режим фрезеровки (Справа на клаве блок кнопок)
11) Сперва «Возврат оси Y»(F4), после выключаем ось «РЕЖИМ ОСИ Y ВЫКЛ»(F3) .
Справа сверху «Y» не должен гореть желтым. И если «ТЕК ПОЗИ» по «YI» !=0, то не даст выключить ось.
12) Дальше устанавливаем ноль (Оранжевая лампочка)

13) Нажимаем «СМЕНА ОСИ» (F4).
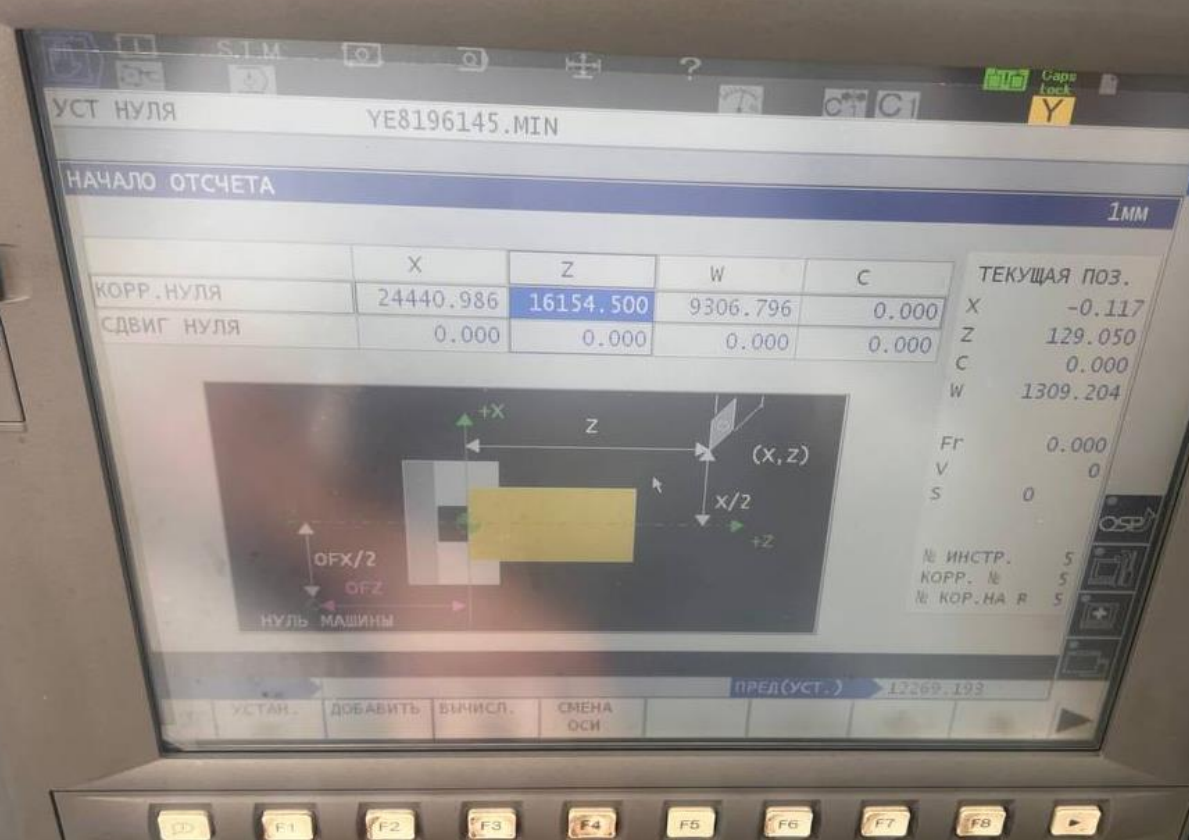
14) Вписываем число из п.8 в «YS».
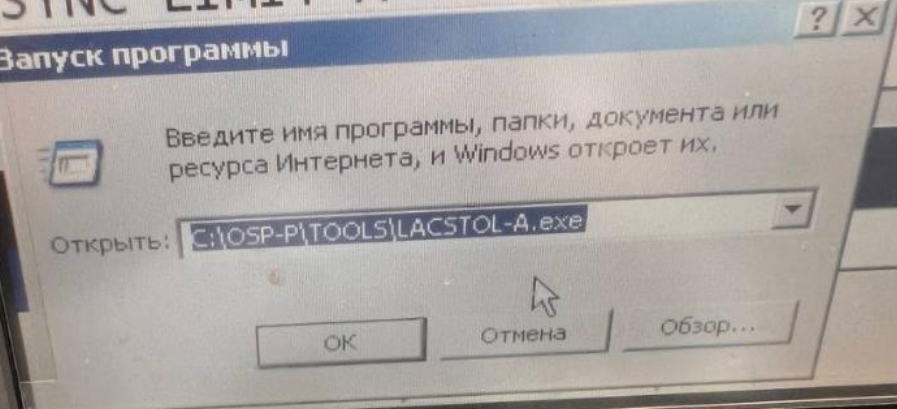
15) Далее берём стилус слева от экрана, нажимаем в нижний левый угол на экране. пусĸ->выполнить-> С:OSP-P/TOOL/LACOSTOL-A.EXE
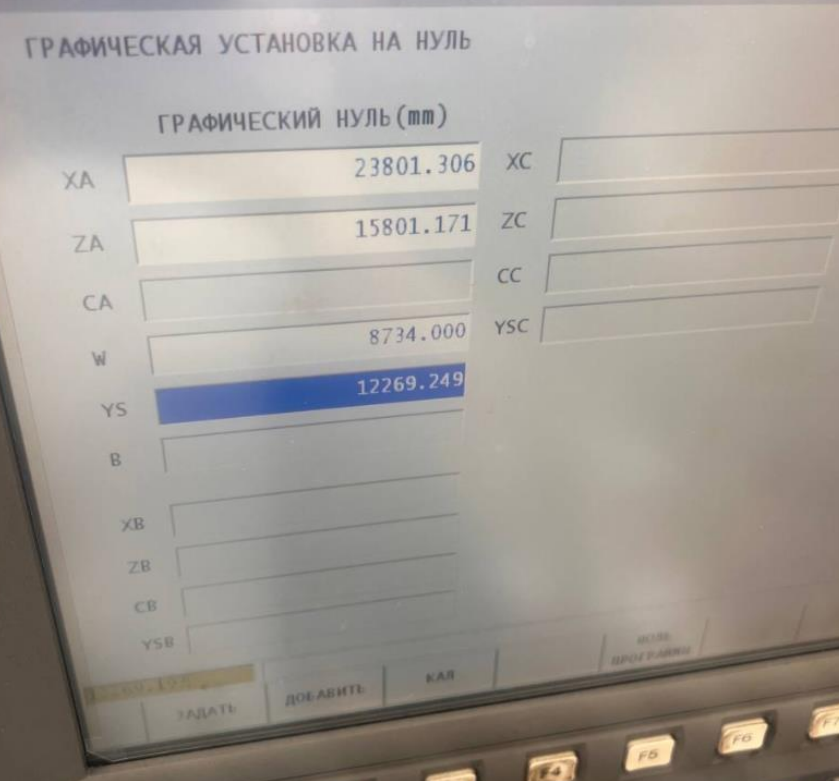
16) Далее интуитивно понятно как то было, фоток нет. Но вписать это же число из п.8
17) Перезагрузить станок.
18) После включения станка, включить ось «Y» П.1-П.2. И сделать возврат оси Y.
19) Если ноль по центроискателю на месте, то проверяем корректор по Х на всех инструментах.
20) Допуск 0,01мм это норм для станка.
|